發布日期:2022-04-18 點擊率:120
1 適用范圍
本標準適用于建筑電氣安裝工程0.6/1KV以下的室內聚氯乙烯絕緣、交聯聚氯乙烯絕緣電力電纜終端頭的制作安裝。
2 施工準備
2.1材料
2.1.1主要材料:電纜終端頭套、熱縮管、接線端子、鍍鋅螺絲、電力復合脂、鍍錫銅編織帶等材料,熱縮管應分黃、綠、紅、藍、黑五色。所用材料要符合電壓等級及設計要求,并有出廠合格證。
2.1.2地線采用鍍錫銅編織帶,截面參見本冊《交聯聚乙烯絕緣電纜熱縮終端頭制作工藝標準》(Ⅵ205)的表4.1.3.
2.1.3
2.2機具設備
2.2.1手動機具:鋼鋸、扳手、鋼銼、螺絲刀、電工刀、電工鉗、鯉魚鉗。
2.2.2電動工具:液壓鉗(電動或手動型)。
2.2.3測試器具:鋼卷尺、1000V兆歐表、萬用表。
2.2.4其他工具:噴燈、電烙鐵。
2.3作業條件
2.3.1電氣設備安裝完畢,電纜頭制作應由持有電纜工操作證的人員進行。
2.3.2現場應清潔、干燥、明亮。室外制作電纜頭時,應在氣候良好的條件下進行,并有防雨、防塵措施。
2.3.3電纜敷設并整理完畢,核對無誤。
2.4技術準備
2.4.1施工方案編制完畢并經審批。
2.4.2向操作工人進行安全、技術交底。
3 操作工藝
3.1工藝流程

3.2操作工藝
3.2.1準備工作:準備材料和工具,核對電纜型號、規格,檢查電纜是否受潮。
3.2.2電纜絕緣搖測:用1000V兆歐表,對低壓電纜進行絕緣搖測,絕緣電阻應大于10MΩ,如不符合要求,檢查電纜是否受損或受潮;搖測完畢后,應將芯線分別對地放電。
3.2.3剝切鎧層、打卡子
3.2.3.1絕緣合格后,根據電纜與設備連接的具體尺寸,確定剝除長度,剝除外護套。
3.2.3.2剝電纜鎧裝鋼帶,用鋼鋸在第一道卡子向上3~5mm處,鋸一環形深痕,深度為鋼帶厚度的2/3,不得鋸透。
3.2.3.3用螺絲刀在鋸痕尖角處將鋼帶挑起,用鉗子將鋼帶撕掉,完后用鋼銼將鋼帶毛刺去掉,使其光滑。
3.2.3.4將地線的焊接部位用鋼銼處理,以備焊接。
3.2.3.5在打鋼帶卡子的同時,將接地線一端卡在卡子里。
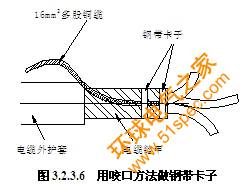
3.2.3.6利用電纜本身鋼帶做卡子,卡子寬度為鋼帶寬的1/2.采用咬口的方法將卡子打牢,必須打兩道,防止鋼帶松開,兩道卡子的間距為15mm,見圖3.2.3.6;也可采用銅絲纏繞的方式固定接地線。
3.2.6壓接接線端子
3.2.6.1量取接線端子孔深加5mm作為剝切長度,剝去電纜芯線絕緣,將接線端子內壁和芯線表面擦拭干凈,除去氧化層和油漬,并在芯線上涂上電力復合脂。
3.2.6.2將芯線插入接線端子內,調節接線端子孔的方向到合適位置,用壓線鉗壓緊接線端子,壓接應在兩道以上。
3.2.7固定熱縮管
3.2.7.1用填充膠填滿接線端子根部裸露的間隙和壓坑。
3.2.7.2將熱縮管套入電纜各芯線與接線端子的連接部位,用噴燈沿軸向加熱,使熱縮管均勻收縮,包緊接頭,加熱收縮時不應產生褶皺和裂縫。
3.2.8連接設備:將已制作好終端頭的電纜,固定在預先做好的電纜頭支架上,并將芯線分開。根據接線端子的型號選用螺栓,將電纜接線端子壓接在設備上,注意應使螺栓由下向上或從內向外穿,平墊和彈簧墊應安裝齊全。
4質量標準
4.1主控項目
4.1.1鎧裝電力電纜頭的接地線應采用鍍錫銅編織帶,截面積參見本冊《交聯聚乙烯絕緣電纜熱縮終端頭制作工藝標準》(Ⅵ205)的規定。
4.1.2低壓電纜,線間和線對地的絕緣電阻值必須大于10MΩ。
4.1.3電線、電纜接線必須準確,并聯運行電線或電纜的型號、規格、長度、相位應一致。
4.2一般項目
電纜終端頭固定牢固,芯線與接線端子壓接牢固,接線端子與設備螺栓連接緊密,相序正確,絕緣包扎嚴密。
5成品保護
5.0.1電纜頭制作完畢后,應立即與設備連接,不得亂放,以防損傷。
5.0.2在電纜頭附近進行明火作業時,應注意將電纜頭保護好,防止將電纜頭燒壞或烤傷。
6應注意的質量問題
6.0.1焊接部位處理時,將鋼帶銼出新茬,焊接使用電烙鐵不得小于500W,避免地線焊接不牢。
6.0.2接線端子與芯線截面必須配套,壓接時模具與芯線應規格一致,壓接數量不得小于2道,避免電纜芯線與接線端子壓接不緊固。
6.0.3用電工刀剝皮時,不宜用力過大,電纜絕緣外皮不完全切透,里層電纜皮應撕下,防止損傷電纜芯線。
6.0.4 電纜芯線鋸斷前應量好尺寸,以芯線能調換相序為宜,防止電纜芯線過長或過短。
6.0.5在電纜鋼帶上焊接地線時,電烙鐵溫度應適中,注意不要將電纜絕緣層燙傷。
7質量記錄
7.0.1材料出廠合格證。
7.0.2材料、構配件進場檢驗記錄。
7.0.3設計變更、工程洽商記錄。
7.0.4電氣絕緣電阻測試記錄。
7.0.5電纜頭制作、接線和線路絕緣測試檢驗批質量驗收記錄。
8安全、環保措施
參見本冊《交聯聚乙烯絕緣電纜熱縮終端頭制作工藝標準》(Ⅵ205)的相關內容。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:916-10M NC032
價格:面議
庫存:10
訂貨號:916-10M NC032
型號:915-5M NC
價格:面議
庫存:10
訂貨號:915-5M NC
型號:903-5M NC
價格:面議
庫存:10
訂貨號:903-5M NC
型號:909-5M NC
價格:面議
庫存:10
訂貨號:909-5M NC
型號:917-5M NC
價格:面議
庫存:10
訂貨號:917-5M NC
型號:905-5M NC
價格:面議
庫存:10
訂貨號:905-5M NC


