

鉆銑攻牙中心機(jī)為龍門式結(jié)構(gòu),整機(jī)剛性好,操作方便靈活。采用了實(shí)時數(shù)控系統(tǒng),可實(shí)現(xiàn)三軸聯(lián)動、四軸聯(lián)動、五軸聯(lián)動。因此,用途廣泛,特別適用于雕刻各種形狀復(fù)雜的二、三維凹凸模型及復(fù)雜的型腔和表面,更適于小批量生產(chǎn)加工模具零件。
在本次實(shí)例講解中,客戶原有的鉆銑攻牙加工中心設(shè)備無法滿足高精度的應(yīng)用要求,經(jīng)過松下A6N RTEX網(wǎng)絡(luò)型伺服改造后,設(shè)備性能得到了明顯提升,解決了諸多實(shí)際應(yīng)用問題。
原機(jī)床介紹
客戶的設(shè)備是鉆銑攻牙加工中心,一共有3種規(guī)格的起床,型號和性能分別:
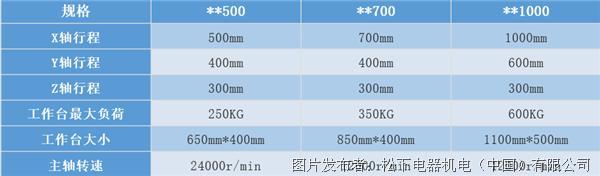
伺服系統(tǒng):某品牌伺服電機(jī)(脈沖型)
上位系統(tǒng):新代10A-4D數(shù)控系統(tǒng)

開發(fā)要求及難點(diǎn)
對機(jī)床的精度的要求進(jìn)一步提高,要求精度控制在±5u,原有脈沖型伺服接收脈沖最高頻率只有4M,很難達(dá)到如此高精度的要求。
設(shè)備應(yīng)用行業(yè)
這種機(jī)床的應(yīng)用與3C行業(yè),為國內(nèi)各種手機(jī)品牌加工手機(jī)外殼或者加工一些小零件。

最新配置
根據(jù)客戶的最新要求,客戶重新設(shè)計的電氣系統(tǒng)。
伺服系統(tǒng): 松下RTEX網(wǎng)絡(luò)型伺服 1.0kw ,1.5kw, 2.0kw, 2.9kw
上位機(jī)系統(tǒng):新代的20MA-R 數(shù)控系統(tǒng)
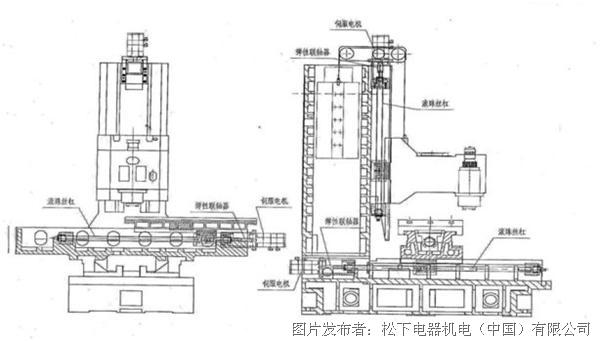
機(jī)床結(jié)構(gòu)圖
電器柜分布

優(yōu)勢介紹
松下A6N 網(wǎng)絡(luò)型伺服驅(qū)動器和客戶之前使用的某品牌脈沖驅(qū)動器對比的幾大優(yōu)勢:
1.接線明顯變少,方便用戶使用,電柜箱內(nèi)部走線更簡單。
2.A6N網(wǎng)絡(luò)型伺服實(shí)現(xiàn)了3.2kHz的速度響應(yīng)頻率,使機(jī)床的控制增益得到提升,實(shí)現(xiàn)了完美的鏡面加工效果。客戶的機(jī)床是用在3C 行業(yè),是加工手機(jī)的外殼,所以對外殼的精度,拋光要求非常高。
3.A6N網(wǎng)絡(luò)型伺服系列最小通信周期只有0.0625ms,為CNC等高速軌跡加工的應(yīng)用提供細(xì)化指令的可能,細(xì)膩的軌跡指令是高速高精度加工不可或缺的選擇。
4.松下的A6N網(wǎng)絡(luò)型伺服驅(qū)動器和新代20MA-R 數(shù)控系統(tǒng)完美配合,開放了上位機(jī)讀取和修改驅(qū)動器參數(shù)的權(quán)限,使得用戶可以在新代的數(shù)控系統(tǒng)上直接讀取或者修改驅(qū)動器參數(shù),方便了用戶的后期調(diào)試和維護(hù)。
松下A6N RTEX網(wǎng)絡(luò)型伺服解決的實(shí)際問題
問題一:切刀紋比較明顯
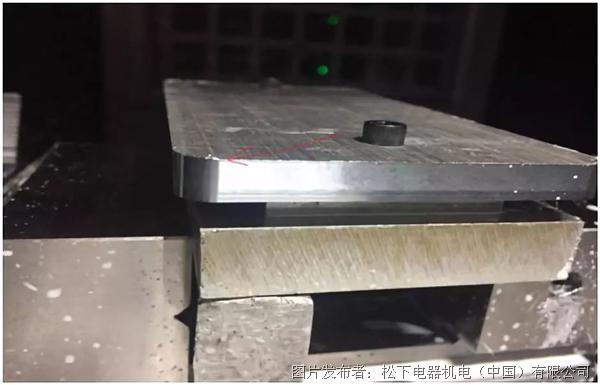 客戶的產(chǎn)品對圓弧拐角光潔度要求非常高,原本工件在拐角處總有一點(diǎn)切刀紋的存在。A6N網(wǎng)絡(luò)型伺服在開啟了象限補(bǔ)償功能之后(6.47 5.45 5.46 等參數(shù)設(shè)置),最大幅度消除切刀紋,完成客戶對拐角的要求,使得客戶對松下A6N 網(wǎng)絡(luò)型伺服的驅(qū)動器的功能非常滿意。
客戶的產(chǎn)品對圓弧拐角光潔度要求非常高,原本工件在拐角處總有一點(diǎn)切刀紋的存在。A6N網(wǎng)絡(luò)型伺服在開啟了象限補(bǔ)償功能之后(6.47 5.45 5.46 等參數(shù)設(shè)置),最大幅度消除切刀紋,完成客戶對拐角的要求,使得客戶對松下A6N 網(wǎng)絡(luò)型伺服的驅(qū)動器的功能非常滿意。
題二:Z軸低頻震動的現(xiàn)象
改善前 改善后
客戶之前使用某品牌脈沖驅(qū)動器時,Z軸出現(xiàn)了低頻震動的現(xiàn)象,A6N網(wǎng)絡(luò)型伺服啟用了內(nèi)部編碼器低頻補(bǔ)償?shù)墓δ埽昝赖慕鉀Q了低頻震動。
問題三:整機(jī)速度提升
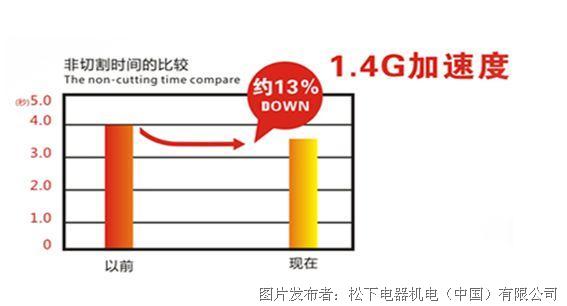
由于松下A6N網(wǎng)絡(luò)型伺服接受的指令脈沖頻率可達(dá)4G/S,三軸快速移動速度為60×60×60m/min,伺服馬達(dá)的高性能降低了刀具的振動,實(shí)現(xiàn)了速度的提升和振動的降低。
問題四:對機(jī)床精度要求更高在±5個μ
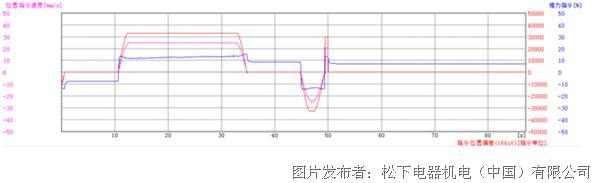 原驅(qū)動器只能接收4M/S的脈沖頻率。松下A6N網(wǎng)絡(luò)型伺服脈沖頻率可達(dá)4G/S,新代的數(shù)控系統(tǒng)目前脈沖頻率為100M/S,比之前翻了25倍,精度可以大大提高。
原驅(qū)動器只能接收4M/S的脈沖頻率。松下A6N網(wǎng)絡(luò)型伺服脈沖頻率可達(dá)4G/S,新代的數(shù)控系統(tǒng)目前脈沖頻率為100M/S,比之前翻了25倍,精度可以大大提高。
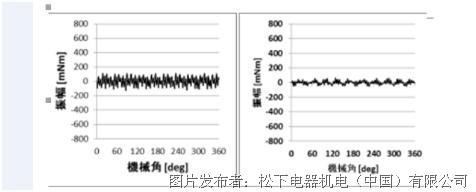
上圖是調(diào)試的波形圖 ,我們通過了PID調(diào)節(jié),Z軸方面加了轉(zhuǎn)矩指令加算值(6.07),最后實(shí)現(xiàn)脈沖偏差在±3個μ以內(nèi),完成了客戶機(jī)床±5個μ的要求。
往期回顧
運(yùn)控利器 | RTEX,為智能設(shè)備而生!
解碼松下RTEX——如何實(shí)現(xiàn)機(jī)械手控制系統(tǒng)更高的應(yīng)用價值和開發(fā)效率?
技術(shù)領(lǐng)航園丨RTEX,為智能設(shè)備而生!

