發布日期:2022-04-18 點擊率:46
一、前言
性能優良的塑料制品生產,不但要正確使用原料,加工設備及工藝參數的選用也非常關鍵。擠出機料筒及機頭各段溫度的精確控制對提高擠出機產量的穩定性及保證性能有積極的意義。目前,國內大多數經濟型塑料擠出機的溫度控制系統普遍采用分離儀表控制方案和PLC集中控制方案兩種。對于分離儀表控制方案,雖然具有價格低的優勢,但在控制功能上受到很多限制,主要體現在對各分離單元單獨進行控制,整個系統無法實施綜合控制,多只溫控表的使用,一方面使溫控電路結構復雜,故障率增加,另一方面由于溫控表多為斷續控溫方式,因此造成各加熱區溫度波動較大,影響了塑料制品的加工質量。對于PLC集中控制方案,雖然能對整個系統實施綜合控制,但是要編寫多回路的PID控溫算法實現難度大,占用CPU的資源多,一旦溫區超過8個則難以實現高精度的溫度控制。如果采用高級別的CPU構建系統,則價格昂貴,性價比低。針對以上情況,我們采用了一種多回路PID溫度控制智能模塊為控制核心構建擠出機的溫度控制系統。該溫控系統硬件簡單、控溫精度高、性能穩定,具有較高的實用價值。該系統可以匹配多類型低級別的PLC,具有控溫精度高、硬件簡單、價格低、穩定可靠的優點。
二、系統配置及功能介紹
由上所述,傳統的控制方式有分離儀表控制和PLC集中控制兩種,第一種方式不具備集中控制的意義,故不作分析。以西門子S7-300的PLC構成16個溫區的集中控制系統硬件配置如圖1所示:
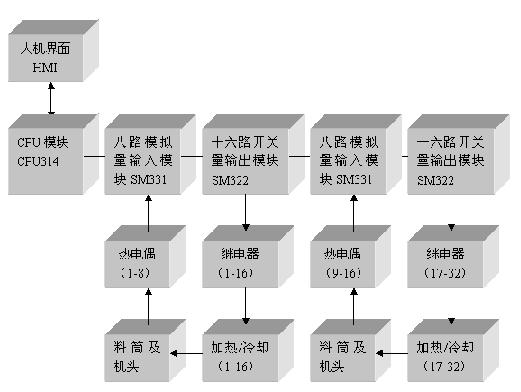
圖1. PLC集中控制溫控系統硬件配置
圖中SM331是八路熱電偶輸入模塊,SM322是16路開關量的輸出模塊,CPU314是西門子的中檔CPU,它作為多回路PID的控制核心。由于考慮到每個溫區有可能存在加熱和冷卻的需要,所以系統配置兩個SM331,兩個SM322,構成16路溫度輸入、32路開關量輸出的控制系統(其他的開關量輸入輸出忽略)。該系統的控制精度取決于CPU314的運算速度和PID算法,如果采用STEP7的PID標準功能塊,則對于純滯后大慣性的控制對象,難以達到理想的效果;如果自己編寫專用的PID控制算法則難度較大。該系統還存在隨著溫區數量的增多(較多機型的溫區在30個左右)存在價格升高、控制精度下降的缺點。
以多回路PID溫度控制智能模塊為核心,匹配低級別PLC構建塑料擠出機溫度控制系統是一個多溫區控制的理想方案。系統硬件配置圖如圖2所示:
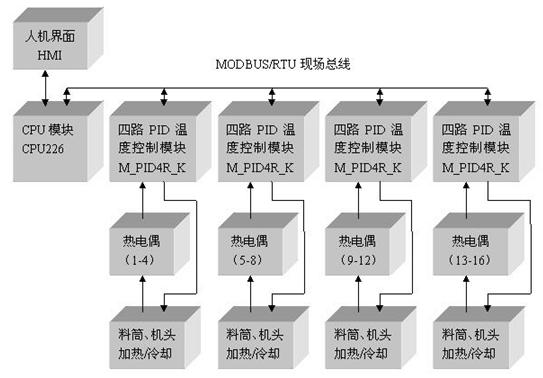
圖2. 多回路PID溫控模塊的溫控系統硬件配置
圖中M_PID4R_K是佛山市皓科控制技術有限公司研發生產的具有自主知識產權的四回路PID溫度控制智能模塊,由于模塊每回路均帶有獨立的加熱、冷卻開關量輸出,因此只需要配置4個模塊。各模塊可獨立的控制對應回路的溫度值,CPU只需通過現場總線就可以輕松的控制各回路的啟閉及獲取各回路的當前溫度、設定溫度值。因此CPU可采用西門子的低檔系列S7-200的CPU-226,系統硬件和軟件大大簡化,系統的價格大幅下降(僅為原系統價格的三分之一),系統的控制精度、可靠性、穩定性大幅提高。
四回路PID溫度控制智能模塊具有1500V電氣隔離的24VDC輸入接口、四路獨立隔離的熱電偶輸入、四組獨立隔離的晶體管或繼電器開關量輸出、支持MODBUS/RTU協議的RS485隔離通訊口等優秀的電氣性能。通過與支持MODBUS現場總線協議的上位機連接最大可擴展從機128個,即實現512個溫區的控制。值得一提的是該控制模塊的PID算法是針對純滯后、大慣性對象而開發的模糊自適應PID控制算法,非常適合塑料螺桿擠出機、吸塑機、注塑機等機械的多溫區精確控制。
三、四回路PID溫度控制智能模塊的工作原理
四回路的PID溫度控制智能模塊可以看做是四個獨立的閉環反饋控制系統,在一個采樣周期內, 溫度傳感器(熱電偶)將檢測到的料筒與機頭溫度信號PV,與設定值SV 進行比較,得到偏差e = SV—PV。結合所給的P、I、D 參數和溫度控制策略進行PID運算得出控制輸出值,經過脈寬調制,最后得到繼電器在一個采樣周期中的導通時間。通過控制繼電器在一個采樣周期中的導通時間即可控制加熱器的加熱時間,或者冷卻風機的工作時間,從而達到精確控制溫度的目的。四個回路獨立工作,互不干擾,具有極高的穩定性和可靠性。
四、溫度控制策略
在進行PID 調節時,比例調節反映系統偏差的大小,只要有偏差存在,比例調節就會產生控制作用,以減少偏差。微分調節根據偏差的變化趨勢來產生控制作用,它可以改善系統的動態響應速度。積分調節根據偏差積分的變化來產生控制作用,對系統的控制有滯后的作用,可以消除靜態誤差。增大積分時間常數可提高靜態精度,但積分作用太強,特別是在系統偏差較大時會產生積分飽和使系統超調量較大,甚至引起振蕩。四回路的PID溫度控制智能模塊的溫度控制策略如圖3所示:
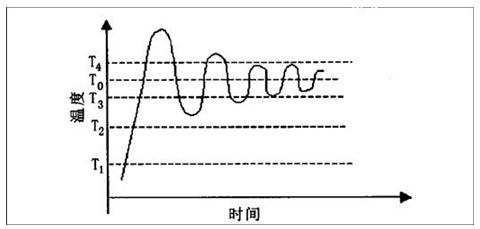
圖3 溫度偏差采用不同的溫控策略
1) 實際溫度低于T1 時,為加快響應速度,全功率加熱。
2) 實際溫度位于[ T1~T2 ]范圍內時,為避免積分飽和,分離積分項,采用PD 控制。
3) 實際溫度位于[ T2~T3 ]范圍內時,采用PID 控制。
4) 實際溫度位于[ T3~ T4 ]范圍內時,采用模糊自適應PID 控制。
5) 實測溫度大于T4 時,接通風扇電源,強制制冷。
其中T1、T2、T3、T4可以通過組合參數的設定配置給模塊,也可以由模塊來自動的整定,這種控制策略不僅考慮了實測溫度和設定溫度的偏差,而且考慮了實測溫度的變化趨勢,可減少超調和波動,具有很靈活的自適應效果。實際的溫度曲線如圖4示。
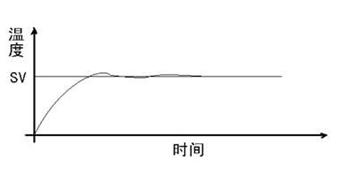
圖4.實測的控溫曲線
五、結束語
本文提出了一種性價比很高的塑料擠出機溫度控制系統的解決方案,該方案不僅降低系統的配置成本,而且大大提高了系統的控制精度、穩定性、可擴展性。非常適合各種多溫區控制的設備使用。由所配套的多間公司的塑料擠出機的使用效果看出,在新的溫控系統控
制下,擠出機工作平穩,取得良好的控制效果,控溫速度快,溫度超調量小于3℃,靜態誤差小于±1℃。該控制器不僅應用與塑料擠出機,還可以應用于注塑機、吸塑機、吹瓶機等機械的溫度控制,具有廣闊的應用前景。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:3105.430
價格:¥2827
庫存:14
訂貨號:3105430

型號:3105.390
價格:¥2491
庫存:18
訂貨號:3105390
型號:SK 3105.320
價格:¥560
庫存:10
訂貨號:3105320
型號:3105.310
價格:面議
庫存:10
訂貨號:3105.310
型號:3105.410
價格:面議
庫存:10
訂貨號:3105.410
型號:3105.320
價格:面議
庫存:10
訂貨號:3105.320


